ما هي إدارة التغيير هل تعرف هذا المصطلح؟! لا بدّ أنك أضعت غرضاً ما في أحد الأيام، وبعد عناء البحث تخبرك والدتك بأنها خبّأت ذلك الغرض في مكان ما أو ربّما قد تخلّصت منه الآن، تخيّل والدتك في أحد المصانع، ولنفترض بأنها قامت بتغيير ما دون أن تدرس عواقبه وبلا توثيق، فماذا سيحدث؟.
ما هي أهداف إدارة التغيير
تهدف إدارة التغيير (Management of Change) إلى التعامل مع أي تغيير في نظام العمل، وخصوصاً من ناحية المخاطر التي قد تنتج عن هذا التغيير. يُشار إلى إدارة التغيير بالاختصار MOC.
تغصّ الكتب ومواقع الانترنت المختصّة بالحوادث الناجمة عن التغييرات غير المدروسة جيداً، وسنكتفي بالحوادث التالية:
- ■ إلغاء عمل مجموعة من الأنابيب والوصلات ← حادثة في مصفاة بترول
- تركيب نظام طاقة احتياطي ← تشكّل غيمة من رذاذ حمض الكبريت
- إيقاف التحضير بسبب العطلة الأسبوعية ← كارثة سيفيزو
- تركيب أنبوب مؤقت بين خزانين ← كارثة فليكسبورو
- تركيب مُجمِّع غباري جديد ← نيران وانفجار غباري في مصنع حبر
- تحضير مادّة كيميائية بكمية أكبر من المعتاد ← انفجار في مخبر جامعي
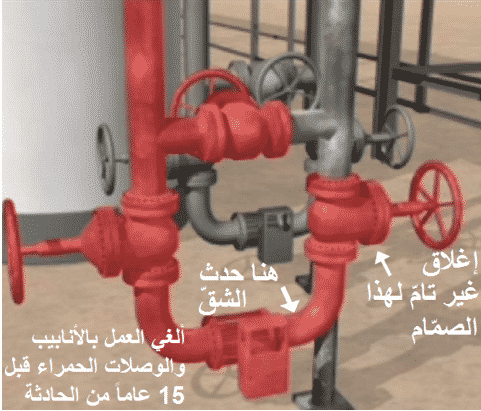
1 إلغاء عمل مجموعة من الأنابيب والوصلات ← حادثة في مصفاة بترول:

يعود سبب الحريق إلى حدوث شقّ في كوع أحد الأنابيب التي لا عمل لها، وهنا نتساءل: ما سبب وجود أنبوب لا عمل له؟ وما علاقته بالحادثة؟
قبل نحو 15 عاماً من الحادثة، جرى تعديل على آلية عمل وحدة استخلاص الإسفلت بواسطة البروبان السائل.
ولذلك لم يعد هناك حاجة لمجموعة من الأنابيب والوصلات، ولكن لم يتمّ إزالتها، واقتصر الأمر على إغلاق بعض الصمّامات، ليتشكّل بذلك ما يُعرف بـ “الساق الميتة dead-leg”.
لم يكن البروبان السائل المُستعمل صرفاً تماماً بل كان فيه بعض الماء، حيث يتجمّع هذا الماء في المواقع المنخفضة لكونه أكثر كثافة من البروبان السائل.
مع الانخفاض الشديد لدرجات الحرارة في ذلك الشتاء، بدأ الماء المتسرّب بالتجمّد ممّا أدّى إلى شقّ في كوع الأنبوب، ولكن لم يحدث شيئاً بادئ الأمر لأن الجليد كان بمثابة سدّ في الشقّ.
ومع ارتفاع درجات الحرارة، ذاب الجليد فسمح للبروبان السائل بالخروج من الشق، وذلك تحت ضغط مرتفع فتشكّلت غمامة البروبان التي ما لبثت أن اشتعلت.
بات واضحاً الآن أنّ مجريات الحادثة بدأت عندما أهمل المسؤولون دراسة المخاطر التي قد تنتج عن تغيير آلية عمل وحدة استخلاص الإسفلت، فلم يقوموا بإزالة الأنابيب والوصلات التي لم يعد لها عمل، ولم يتأكدوا من كفاءة الصمّامات، أو بالحد الأدنى لم يقوموا بحماية كل الأنابيب والوصلات من التجمّد.
للاطلاع أكثر على هذه الحادثة: انقر هنا.
2 ■ تركيب نظام طاقة احتياطي ← تشكّل غيمة من رذاذ حمض الكبريت:
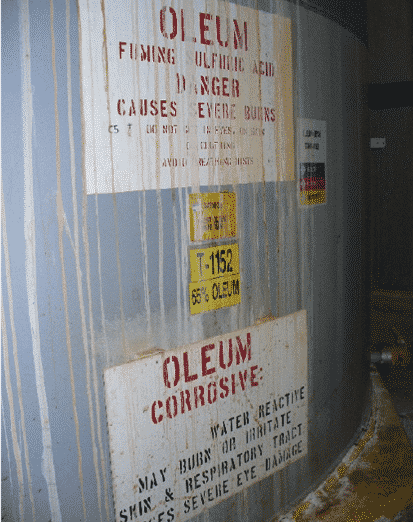
عند تحرّر أو انسكاب حمض الكبريت المدخّن سيتحرّر منه غاز ثلاثي أكسيد الكبريت ليتفاعل مع رطوبة الهواء، وتكون النتيجة غيمة من حمض الكبريت قطيراتها سهلة الاستنشاق
في شهر تشرين الأول من عام 2008، أُعلِنت حالة الطوارئ في ثلاث بلدات في ولاية بنسيلفانيا الأمريكية، وطلبت السلطات من السكان الرحيل أو البقاء في منازلهم المغلقة.
كان السبب تشكّل غيمة من رذاذ حمض الكبريت إثر طوفان أحد خزّانات حمض الكبريت المدخّن في أحد المصانع القريبة.
ولكن، لماذا عاد المحقّقون إلى أكثر من 28 عاماً إلى الوراء؟
قبل عام 1980، حدثت عدّة أعطال في نظام الطاقة الرئيسي الخاصّ بنقل حمض الكبريت المدخّن إلى عدد من الخزّانات، وأدّت هذه الأعطال إلى توقّفات كثيرة في سير العمليات الإنتاجية، ولذلك عمد القائمون على العمل إلى تركيب نظام طاقة احتياطي بشكل منفصل عن نظام الطاقة الرئيسي.
الهدف من تركيب نظام الطاقة الاحتياطي
إنّ الهدف من تركيب نظام الطاقة الاحتياطي هو تشغيله إذا طرأ عطل على نظام الطاقة الرئيسي، وهنا تكمن المشكلة إذ أنّ نظام الطاقة الاحتياطي لم يكن متصلاً بنظام التعبئة، وبالتالي لن يتوقّف الضخّ إذا امتلأ أحد الخزّانات، وهذا دليل على نجاح إدارة التغيير.
- في يوم الحادثة، قام أحد العمال بتشغيل نظام الطاقة الرئيسي لنقل حمض الكبريت المدخّن من الخزّان 611 إلى خزّان التفاعل ذي الرمز 1502.
ولتسريع عملية النقل قام أيضاً بتشغيل نظام الطاقة الاحتياطي لنقل الحمض من الخزّان 610 إلى نفس خزّان التفاعل.
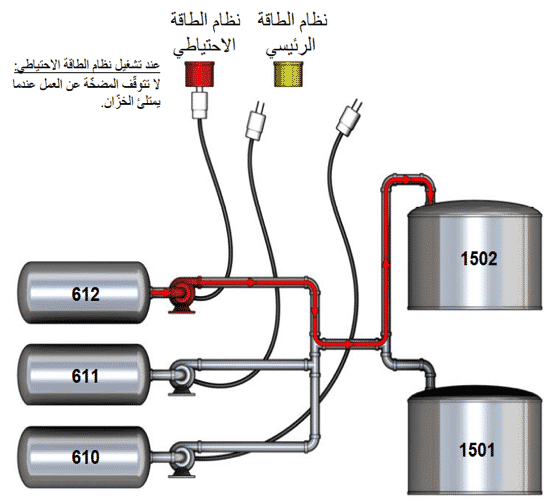
بعد ذلك، أوقف العامل الضخّ من الخزّان 611 دون أن يوقف الضخّ من الخزّان 612، ولم ينتبه العامل إلى هذا الخطأ الذي أدّى لاحقاً إلى طوفان الخزّان، وتشكّل غيمة من رذاذ حمض الكبريت.
بعد الحادثة، توجّه المحقّقون بسؤال إلى المدراء والعمّال الجدد عن هدف إنشاء نظام الطاقة الاحتياطي قبل 28 عاماً، فلم يعرفوا الجواب، إذ لم يقم أحد بتوثيق الهدف من تركيب هذا النظام.
ولم تُعدّل تعليمات العمل أو خرائط الدارات الكهربائية بحيث تشمل التعديل الجديد.
3 ■ إيقاف التحضير بسبب العطلة الأسبوعية ← كارثة سيفيزو:

ونظراً لفداحة الحدث، أصدر الأوروبيون توجيهاً يحمل اسم سيفيزو لتلافي وقوع حوادث مشابهة.
وقعت الحادثة عندما انبعثت المواد الكيميائية من مفاعل (خزّان) مخصّص لإنتاج المركّب 2,4,5-trichlorophenol بدءاً من المركّب 1,2,4,5-tetrachlorobenzene.
لا يتشكّل الديوكسين 2,3,7,8-tetrachlorodibenzodioxin، أثناء عمل المفاعل بشكل صحيح إلا بكميات متناهية الصغر.
أمّا في حال ارتفاع درجة الحرارة فسيتشكّل الديوكسين المذكور بكميات كبيرة نسبياً، فكيف ارتفعت درجة الحرارة؟
كان لزاماً أن تتوقّف العمليات الإنتاجية في المصنع خلال العطلة الأسبوعية، وعليه كان لا بدّ من إيقاف تحضير إحدى الخلطات عندما كانت موادها الأولية داخل المفاعل.
يتمّ تسخين المفاعل بواسطة مجموعة من الأنابيب التي يمرّ من خلالها البخار العادم لإحدى العنفات، وقد أظهرت التحقيقات أنّ درجة الحرارة التي تقدّمها العنفة إلى المفاعل ارتفعت إلى ما يقارب 300°C، وذلك بسبب انخفاض الحمل عليها مع بدء عمليات إيقاف المصنع.
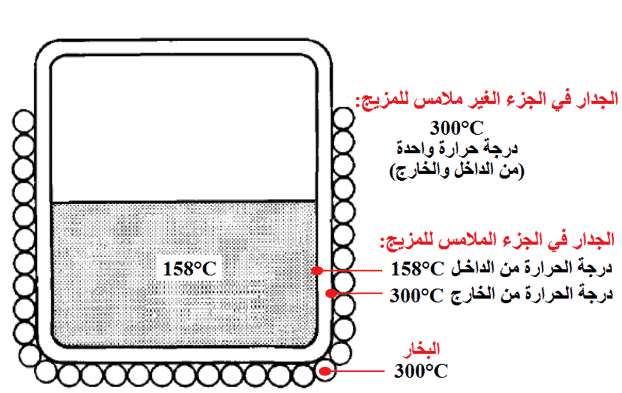
كغيره من المفاعلات، كان المفاعل مجهّزاً بقرص يتمزّق عند بلوغ ضغط معيّن منعاً لانفجار كامل المفاعل، وهذا ما حدث، فقد تمزّق القرص وبدأت محتويات المفاعل بالخروج لنحو ساعة من الزمن.
يمكن إيجاز ما حدث بما يلي:
1 – انخفض الحمل على العنفة ممّا أدى إلى زيادة الحرارة المقدّمة إلى المفاعل.
2 – توقّف خلاط المفاعل فبدأت درجة حرارة الطبقة السطحية من المزيج بالارتفاع وصولاً إلى مرحلة التفاعل الناشر للحرارة.
وكل ذلك بسبب العطلة الأسبوعية التي دفعت القائمين على العمل إلى إيقاف التحضير بلا دراسة العواقب جيداً.
للاطلاع أكثر على هذه الحادثة: انقر هنا.
4 ■ تركيب أنبوب مؤقت بين خزانين ← كارثة فليكسبورو:

يتمّ إنتاج الكابرولاكتام بأكسدة حلقي الهكسان داخل ست خزانات متّصلة مع بعضها.
تنتقل مواد التفاعل من خزّان لآخر بفعل الثقالة، فالخزّان الأول أعلى من الثاني، والثاني أعلى من الثالث، وهكذا.
قبل شهرين من الحادثة، حدث شقّ في الخزّان الخامس، وتوقّف الإنتاج بسبب ذلك.

بسرعة وبلا دراسة معمّقة، قرّر القائمون على العمل نقل الخزّان الخامس ومتابعة الإنتاج بتركيب أنبوب مؤقت بين الخزّانين الرابع والسادس.
كان لا بدّ أن يأخذ الأنبوب المؤقت شكلاً منحنياً، وذلك لتجاوز مشكلة فرق الارتفاع بين مخرج الخزّان الرابع ومدخل الخزّان السادس.
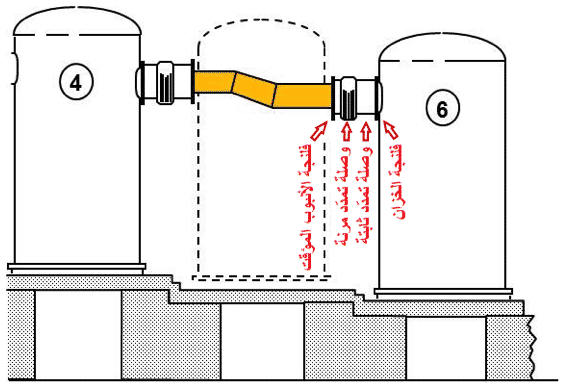
للتغلّب على هذه المشكلة، يتمّ تركيب وصلات تمدّد بين الأنابيب والخزّانات (في مواقع الدخول والخروج).
ظلّت وصلتا التمدّد المركّبتان على مخرج الخزّان الرابع ومدخل الخزّان السادس في مكانهما، في حين جرى تجهيز الأنبوب المؤقّت بوصلتي تمدّد مرنتين (واحدة في كل طرف).

5 ■ تركيب مُجمِّع غباري جديد ← نيران وانفجار غباري في مصنع حبر:

قبل أيام قليلة من الحادثة، دخل مُجمِّع غباري جديد الخدمة في أحد أقسام المصنع، ولم تحدث أي مشاكل في الأيام القليلة التالية إلى أن كان هذا المُجمِّع بحدّ ذاته سبباً للحادثة.
كشفت التحقيقات أن مُجمِّع الغبار الجديد لم يكن ذي تصميم مناسب.
وفيما يلي بعض عيوبه:-
- يسمح تصميم المُجمِّع بمرور مزيج من الغبار والأبخرة إلى أنابيبه.
- لم يأخذ التصميم الجديد بالحسبان تأثير الرطوبة التي تؤدي إلى التصاق الغبار داخل الأنابيب، وبالتالي احتمال حدوث انسدادات.
- استعمال خراطيم مطاطية بدلاً عن بعض الأنابيب المعدنية.
- وصلات الخراطيم المُستعملة لم تكن مناسبة.
إذاً، لا بدّ من الدراسة الكافية لآثار تغيير أي من المعدّات، فقد تكون المعدّات الجديدة ذات مواصفات ممتازة ولكنّها غير مناسبة للعمل في بعض الظروف.
وهذا يبين مدى ضرورة الدراسة وجمع المعلومات لنجاح إدارة التغيير في تحيق أهدافها بشكل صحيح.
6 ■ تحضير مادّة كيميائية بكمية أكبر من المعتاد ← انفجار في مخبر جامعي:

قبل شهر من الحادثة، بدأ طالبا دراسات بتحضير ودراسة مركّب فوق كلورات هيدرازين النيكل، وعادةً لم تتجاوز كمية المركّب المحضّرة حدّ 0.3 غرام.
قرّر الطالبان أن يزيدا كمية المركّب المحضّر إلى 10 غرامات لكي تكفي كل التجارب اللازمة، وقد لاحظا من خبرتهما أن الكميات الصغيرة من المركّب لا تحترق أو تنفجر عند تعرّضها للماء أو الهكسان، وبناءً على ذلك اعتقد الطالبان أن لا مشكلة من تحضير كمية أكبر فقاما بذلك.
لاحظ الطالب الأكثر خبرة وجود كتل في قوام الكمية الكبيرة المحضّرة، وهذا ما لم يرغب به.
نقل الطالب نصف الكمية المحضرة إلى وعاء جديد مضيفاً إليه الهكسان، وبدأ بدقّ الكتل المتشكّلة إلى أن تخلّص منها. نزع الطالب نظارته الواقية وغادر الموقع.
عاود الطالب عمله في المخبر، ولكن دون أن يرتدي النظّارة الواقية هذه المرّة، وما إن بدأ بتحريك المادّة حتى انفجرت، وفقد الطالب ثلاثة من أصابعه كما ذكرنا، وتناثرت محتويات المخبر.
لن ندخل في التفاصيل، فما يعنينا في الأمر أنّ الطالبين لم يستشيرا أي من الأساتذة المشرفين عندما قرّرا زيادة كمية المركّب المدروس، ولم يكن هناك أي تعليمات واضحة تجبرهما على دراسة المخاطر أو إجراء استشارة عند القيام بمثل هذه التغيير.
وبهذا نكون أنهينا مقالنا حول إدارة التغيير وعرفنا اهدافها وكيفية العمل بها.
■ المصادر:
LPG Fire at Valero – McKee Refinery. (July 2008). U.S. Chemical Safety and Hazard Investigation Board. Retrieved February 13, 2018, from http://www.csb.gov/assets/1/19/CSBFinalReportValeroSunray.pdf
INDSPEC Oleum Release Case Study. (September 2009). U.S. Chemical Safety and Hazard Investigation Board. Retrieved February 13, 2018, from http://www.csb.gov/file.aspx?DocumentId=371
Seveso accident: release of dioxins into the atmosphere in a chemical plant. (February 2008). Bureau for Analysis of Industrial Risks and Pollutions (BARPI). Retrieved February 13, 2018, from http://www.aria.developpement-durable.gouv.fr/wp-content/files_mf/FD_5620_meda_Seveso_1976_ang.pdf
Major Process Safety Incident Histories. (n.d.). Monarch Safety and Management Services, Inc. (Monarch SMS). Retrieved February 13, 2018, from http://www.monarch-sms.com/spotlights/major-process-safety-incidents
The Importance of Management of Change and Hazard Analysis. (April 22, 2015). Conversion Technology Inc’s. Retrieved February 13, 2018, from http://www.conversiontechnology.com/the-importance-of-combustible-dust-hazard-analysis/
Texas Tech University (Laboratory Explosion). (October 2011). U.S. Chemical Safety and Hazard Investigation Board. Retrieved February 13, 2018, from http://www.csb.gov/assets/1/19/CSB_Study_TTU_.pdf